



برش پلکس گلاس و اکرلیک

برش پارچه

برش نمد

برش لیزر :
تا چند سال پیش قبل از آنکه برش لیزر وارد عرصه صنعت شود، تماما برش ها به وسیله ابزار آلات دستی مانند اره و قالب و شاید پرس صورت میگرفت. که خب این روش ها به دلیل اتلاف وقت و انرژی مقرون به صرفه نبود و باعث خرابی و ناهمگونی قطعات در تعداد بالا و تیراژ میشد. به طوری که ممکن بود از مثلا ۱۰ قطعه ای که برش میخورد ۵ تای انها یا معیوب باشند و یا مشابه و همسایز نمونه های دیگر نباشند. با ورود برش لیزر به چرخه صنعت، برش دستی و سنتی کم کم به طرز چشم گیری به انزوا رفت و جای خود را به برش لیزر دادند. چرا که برش لیزر هم در وقت و انرژی، هم در کیفیت و دقت و هم در هزینه بسیار به صرفه تر از روش های دیگر بود.
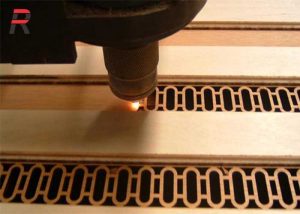
برش لیزر فناوری است که در آن از اشعه لیزر برای برش اجسام استفاده میشود و نوعاً از این فناوری در زمینه صنعت استفاده میشود. برش لیزر توسط اشعه لیزر از یک خروجی قوی لیزر روی اجسامی که میخواهند بریده شوند انجام میشود. در برش لیزر غیر فلزات قسمتی از جسم مورد نظر که بریده میشود یا آب میشود یا میسوزد یا تصعید میشود و توسط فشار گاز از روی جسم پاک میشود؛ و سر انجام سطح بریده شده با کیفیت خیلی عالی ایجاد میشود. در زمان ها قدیم با استفاده از برش اره، برش دستی، برش قالب و هزاران روش دیگر اجسام به شکل هایی که میخواستند برش میدادند اما امروزه با ورود لیزر به عرصه صنعت، سرعت و دقت خدمات برش به مراتب بالا تر رفته و کار دقیق تر شده است. در روش برش لیزر دیگر نیازی به ساخت قالب یا کلیشه نیست و به راحتی میتوان کار را با استفاده از نقشه طراحی شده به صورت وکتور با لیزر برش داد. به همین دلیل است که برش لیزر نسبت به سایر برش ها از محبوبیت بالاتری برخوردار است.
نحوه عملکرد دستگاه برش لیزر :
اشعهٔ لیزر از طریق تحریک مواد مولد لیزر توسط تخلیهٔ الکتریکی یا تابش یک لامپ در یک محفظه بسته تولید میشود. با تحریک مادهٔ مولد لیزر پرتو با استفاده از تکههای آینه منعکس میشود تا انرژی لازم برای تبدیل شدن به یک جریان نورتکرنگمنسجم را به دست آورد. آینه یا فیبر نوری معمولاً برای هدایت نور منسجم به لنز دستگاه استفاده میشود. این لنز در نقطهٔ کاری دستگاه متمرکز شده است. باریکترین قسمت پرتو متمرکز شده قطری کمتر از ۰/۳۲میلیمتر دارد.
روشهای مختلفی در برش با استفاده از لیزر وجود دارد. برخی از این روشها عبارتند از:
۱) تبخیر ماده
۲) ذوب ماده به همراه دمیدن گاز پرفشار
۳) سوزاندن
۴) ایجاد شکاف به وسیله تنشهای حرارتی
۵) برش سرد
- برش تبخیری: در این روش حرارت پرتو متمرکز شده، دمای نقطه اثر رابه دمای نقطهٔ جوش میرساند و موجب تبخیر ماده و ایجاد حفره میشود. این روش برای برش موادی استفاده میشود که ذوب نمیشوند مانند:چوب، کربن و پلاستیکهای ترموست.
- برش ذوبی به همراه دمیدن گاز پرفشار: در این روش ابتدا پرتوی لیزر، ماده مورد نظر را در نقطهٔ کاری به دمای نقطه ذوب میرساند. بلافاصله با استفاده از جریان پرفشار یک گاز (معمولا هوا) به نقطهٔ مورد نظر ضربهای وارد شده و باعث ریزش مواد ذوب شده از روی جسم مورد نظر میشود. در این روش نیازی به بالا بردن دما به اندازهای بیشتر از نقطهٔ ذوب ماده نیست در نتیجه دستگاه قدرت مصرفی کمتری دارد. از این روش عموماً برای برش فلزات استفاده میشود.
- برش با ایجاد شکاف به وسیله تنشهای حرارتی:مواد ترد به شکستگی حرارتی حساس میباشند. از این ویژگی مواد ترد در روش یاد شده استفاده میشود. اشعهٔ لیزر روی سطح ماده متمرکز شده و باعث ایجاد حرارت موضعی و انبساط حرارتی میشود. این عمل باعث ایجاد شکاف در ماده شده و با حرکت دادن پرتو میتوان آن را هدایت کرد تا برش مد نظر اتفاق بیفتد. این روش عموماً برای برش لیزری شیشهها و مواد شیشه مانند استفاده میشود.
دستگاه های برش لیزر غیرفلزات طیف گسترده ای غیرفلزات را میتوانند برش بزنند. تقریبا میتوان گفت دستگاه های لیزر محدودیتی برای برش اجسام غیرفلزی نداشته و می توانند بهترین راهکار برای برش های شما باشند.